Husqvana: One Robot is Better than Two
Overview
Husqvarna are a global manufacturer of electric and robotic garden equipment. With a large moulding shop consisting of fifty plus machines and flexible manufacturing and assembly lines building and testing the products, lean automation and Industry 4.0 form their everyday focus.
Almost every moulding machine is fitted with at least one robot to de-mould the components and pass them to the next operation or transfer system and their assembly lines are a mixture of human, co-bots and industrial robots.
Challenges
The existing six axis robots and end of arm tooling (EoAT) were positioned to de-mould the components from the mould tool. This robot positioning meant they were unable to successfully articulate the arm in to a position where boxes could be loaded with the finished components and layered with packing card or paper.
This meant that components were either deposited onto a conveyor which transported them to a manual packing station or a second robot had to be integrated into the cell to collect the part and stack it correctly in its carton, with this obstructing their goal of lean production.
Husqvarna approached Cobots Online with a clear objective “to provide bespoke end of arm tooling which would allow a single robot arm to de-mould multiple components at the same time, optionally remove the sprues and stack the components into containers. The design must allow for the solution to be fitted to a range of robot arms and moulding machines therefore maintaining continuity of spares and available tools”.
Solution
Cobots Online were selected for this work based on their previous success in developing a modular end of arm tooling system which allowed new mould tools to be installed and commissioned in hours rather than days.
After initial meetings on site where our engineers met with the project team, photographs were taken of the existing process and specific success factors were agreed, a joint project plan with timescales and deadlines to deliver the solution at the required time was then drawn up and communicated to all parties.
Our design engineers set to work using solidworks 3D cad, the working envelope of the robot was modelled and the required component travel path added to this. Using the digital data, various concepts were explored and discarded until a preferred solution was identified.
The team suggested a bespoke end of arm tilt unit adaptable to each of the robot arms in use, coupled with quick release end of arm tooling to allow Husqvarna’s engineers to conduct rapid machine changeovers (SMED). Once the concept was modelled and tested on our CAD modelling software, the components were downloaded into our cad/cam software and our in house CNC machine shop started work on the finished parts.
Throughout the process, Husqvarna were updated with progress in relation to the plan, thus ensuring any changes to the timescale were clearly communicated and the plan adapted to maintain the client’s needs. Whilst the parts were being manufactured, our engineers continued to work in the background to produce full technical information relating to the solution along with a 3D parts list to facilitate easy spare part ordering.
The finished components were anodized to provide a protective and decorative finish and identified with the customer’s tool identification numbers (which can be cross referenced for spare part supply) before passing through our assembly and testing phase.
Once this was completed, the finished assembly was shipped to the client for initial trials and design feedback.
Outcome
The initial solution was handed to the client for them to conduct their own evaluation which they did. The bespoke solution performed exactly as the brief required and both productivity and profitability increases were easily calculated.
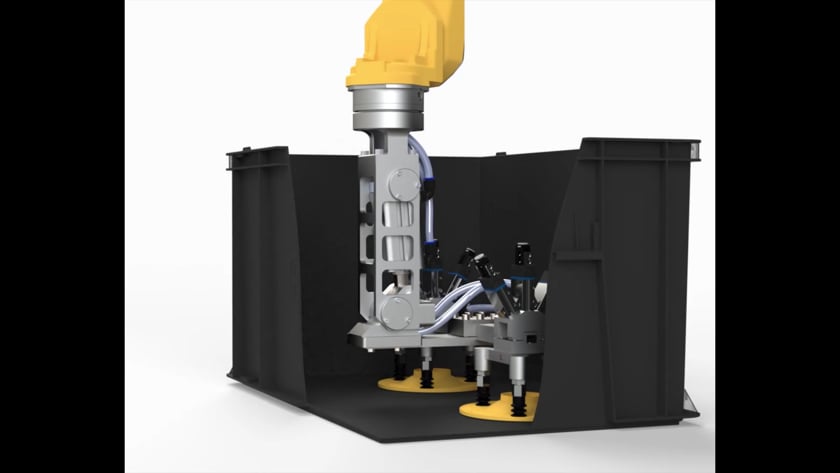
The end result meant that the end of arm tilt unit could be fitted to a wide range of moulding cell robots, providing a seventh axis to the robot arm which allowed the end of arm tooling to be positioned inside the packing container. This eliminated the need for a second robot on each cell and/or an operator to manually stack the components.
Since the first cell was completed, Husqvarna have ordered and installed more of these units across the plant.
"Cobots Online have taken this task, and worked along side our engineers to develop a solution that has made the machine cells more flexible. The project was delivered within the given timescale." Mark Thompson, Senior Production Engineer.